Surface Profiles - Blasted
The degree of profile on the surface affects a coating's overall performance and determines aspects such as adhesion, coverage and overall volume of coatings used. If the profile is too large the amount of coating required increases, otherwise there is a danger that the peaks remain uncoated - allowing rust spots to occur. If the profile is too small there may be an insufficient key for adequate adhesion.

The Elcometer 224 Surface Profile Gauge provides the very latest in surface profile measuring technology for measuring profile on either flat or curved surfaces. Fast, accurate and very user friendly, the Elcometer 224 is available with or without memory and Bluetooth.
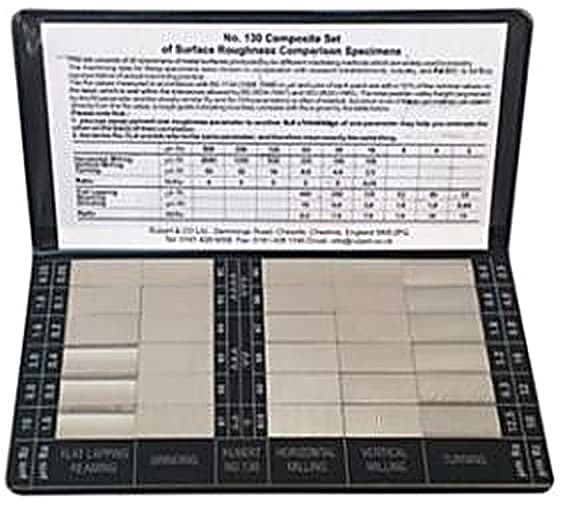
Comparators allow the estimation of surface roughness, by both touch and sight. This set consists of 30 comparison specimens, covering six commonly used and important machining methods: 6 Turned, 6 End-Milled, 6 Horizontally Milled, 6 Ground, 3 Lapped, 3 Reamed / Drilled
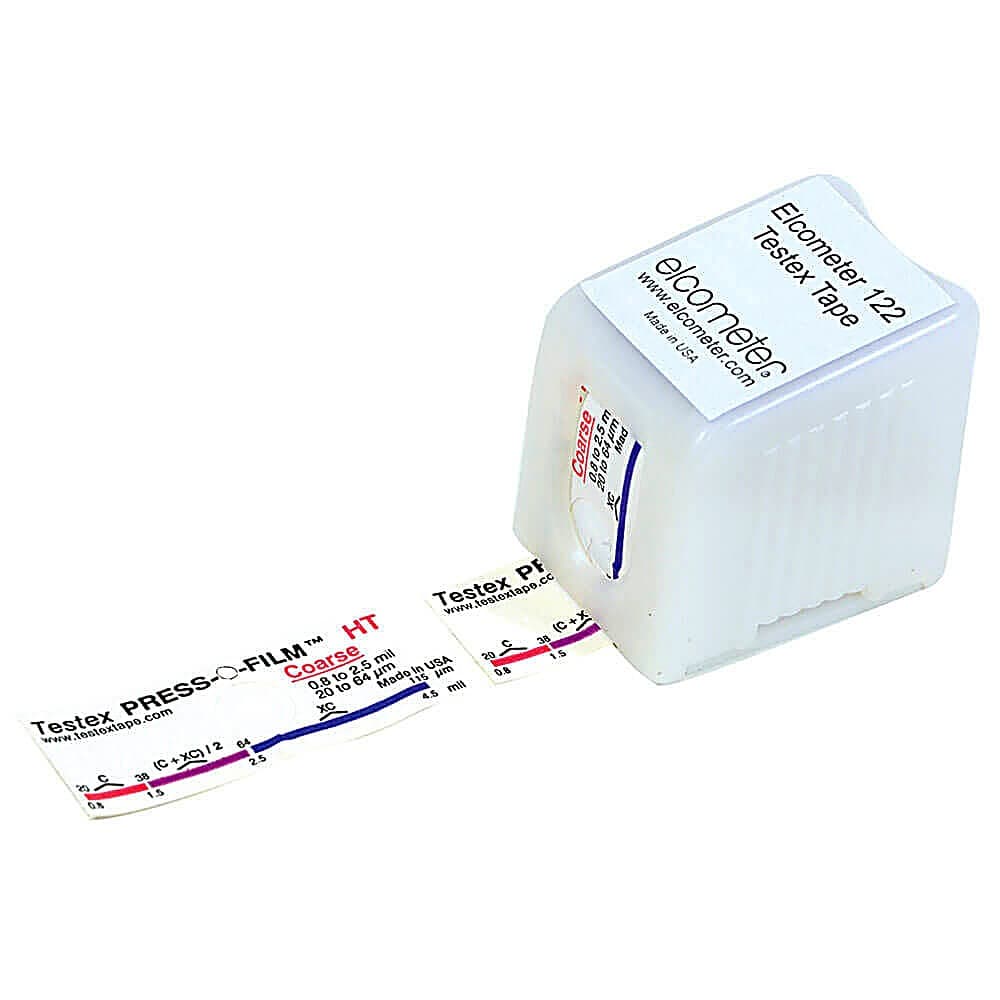
The Elcometer 122 Testex Replica Tape is designed to provide a permanent mould of the surface profile, which can then be measured using a thickness gauge. It consists of foam with a non-compressible backing and is available in four profile ranges to measure various surface…

The Elcometer 124 Thickness Gauge is used to measure the peak-to-valley height of a surface profile moulded in the Elcometer 122 Testex Replica Tape.
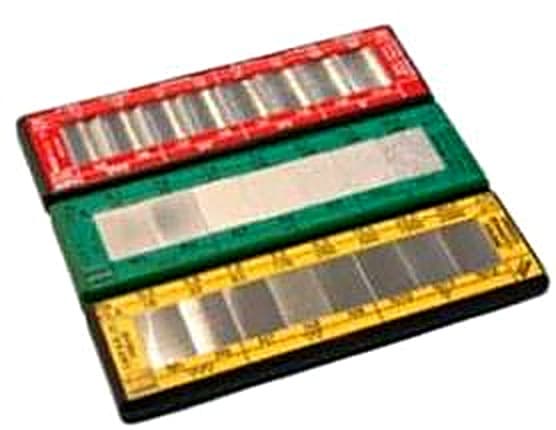
These comparators are intended for heavy duty use in workshop or shop floor environments. Each one consists of between 5 and 8 specimens mounted in a tough nylon frame and protected by a leather wallet. The specimens in each comparator are metal surfaces produced by the same…

Elcometer 102 Needle Pressure Gauge is designed to measure air pressure in blast and air hoses. Pressure drop is responsible for decreased production rates, increased abrasive consumption and reduced anchor profile in abrasive blasting systems.

The Elcometer 103 Blast Nozzle Gauge measures the orifice size of an abrasive blasting nozzle. This gauge is used to determine the nozzle orifice wear which leads to low nozzle pressure and decreased efficiency in the performance of the nozzle's venturi.

These extremely durable surface comparators allow the estimation of surface profile of either grit or shot blasted surfaces. Using the Elcometer 125 Surface Comparators as a reference the blasted profile can be compared to the four reference profile grades in each comparator.…

The Elcometer 127 Surface Comparators are available in sand, shot or grit surface profiles. Each surface comparator is supplied with 5 profile grades ranging from 0.5 - 5.5mils.
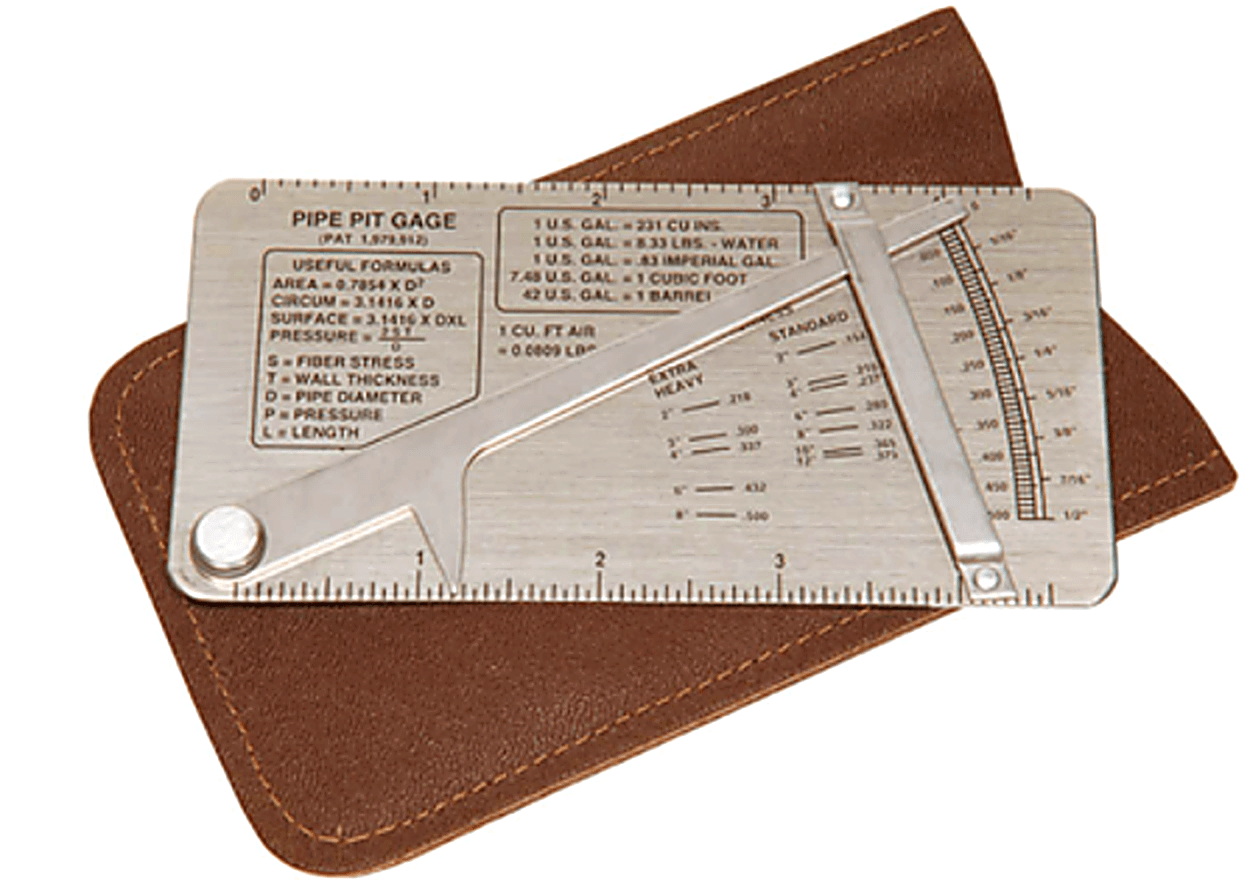
The Elcometer 119 Pipe Pit Gauge is a small pocket-sized gauge designed to identify the condition of a pipe.

Surface Profile Gauges are used to measure the profile as adhesion, coverage and overall volume of coatings used. If the surface profile is too large the amount of coating required increases, otherwise there is a danger that the peaks remain uncoated - allowing rust spots to…
Frequently asked questions
How do surface profiles affect coating performance?
The degree of profile on the surface affects a coating's overall performance and determines aspects such as adhesion, coverage and overall volume of coatings used.
What happens if the profile is too large or too small?
If the profile is too large, the amount of coating required increases, and if it's too small, there may be an insufficient key for adequate adhesion.
How can surface profiles be measured?
Surface Profiles can be measured using needle type gauges, replica tape, or surface comparators.

Ten minutes with a specialist saves you
from buying the wrong instrument.
Send us the specification document. We will reply with two model recommendations and a price by close of business.
In a hurry? , our product assistant.